Inspiriert durch einen auseinander genommenen Trommel-Drucker,
wollte ich schon in der Studienzeit einen Stiftplotter bauen und
besorgte mir dafür Zahnriehmen und baute mir Lagerböcke aus Inliner-Kugellagern.
Der Stift sollte in der einen Achse per Riehmen bewegt werden.
Die andere Achse, wo das Papier drauf liegt, realisierte ich als Trommel.
Dafür besorgte ich mir ein DN 160 Abflussrohr abgeschlossen mit Brettern.
Die 2 Motoren und einen Hubmagnet konnte ich gerade noch
über eine Parallelport- Schnittstelle ein paar Latches und UDN-Treiber bedienen.
4 Bits dienten der Auswahl des Ziels, 4 Bit entsprachen den 4 Phasen eines Motors.
Die schaltbaren Stromquellen waren analog
und haben alles nicht benötigte verheizt.
Angesteuert durch ein GFA-Basic-Programm auf einem Atari-ST,
kam ich jedoch nicht weit.
Die Schritt-Motoren waren zu schwach und
ich beherrschte lediglich Halbschritt-Betrieb,
sodaß noch eine Untersetzung nötig gewesen wäre.
Abgesehen davon, war die handgesägte und gefeilte Konstruktion recht ungenau
und klemmte ab und an.
Nach dem Studium, fing ich in einer Firma an,
welche high speed Thermotransfer-Etiketten-Drucker baute.
Die Mechnanik wurde mir abgenommen, doch
wie bekomme ich die Daten mit gegebenen Ressourcen in den Druckkopf,
Ein Echtzeitbetriebssystem wie RTOS-UH durfte ich nicht verwenden
und Windows ce war schon durch Mausbewegung lahmzulegen.
Wie erzeuge ich eine leistungsstarke Ansteuerung der Schrittmotoren
im Mikrostep-Betrieb, galt es zu lösen.
Betriebssystem und Echtzeitteil trennte ich mit einen FIFO.
Die Ablaufsteuerung geschah über ein Mach FPGA & einen PIC Prozessor für die Motorsteuerung.
Gut 21 Jahre später, genau 2021, habe ich mir dann einfach
einen 3D-Drucker MK3s+ von prusa3d.com als Bausatz gekauft.
Er arbeitet nach dem fff - fused filament fabrication Verfahren.
Also ähnlich wie bei einer Heißklebepistole, wird ein 1,75 mm Kunstoffdraht
geschmolzen und gezielt (bei mir zur Zeit) als 0,4 mm Faden aufgetragen.
Es dauerte jedoch noch fast 9 Monate, bis ich die Kartons öffnete
und alles zusammen baute.
Dann hatte ich den Luxus eines Werkstudenten, welcher mir alles erklären konnte.
So war der Einstieg für mich rasant, inclusive etlicher Nebeninformationen
und der Lage der Nation.
Da das gute Stück irgendwo hin muß, ohne zu zu stauben,
war eine der ersten Ideen ein
Gehäuse für den Drucker zu erstellen.
Da ich am Anfang Probleme mit den Druck hatte,
habe ich nach Verbesserungen gestöbert und einiges selbst modifiziert.
Anbei meine
Verschlimm-Besserungen am mk3s+.
Da einige Probleme Systembedingt sind,
fing ich an meinen eigenen Drucker
mk3s based
zu bauen.
Die Wahl des MK3s Druckers kam über eine Empfehlung eines Arbeitskollegens.
Mittlerweile weiß ich, das es aus China auch vergleichbare Produkte
z.B. Ender 3 von
creality.com,
zu einem Bruchteil des
MK3s+ Preises von
prusa3d.com
gibt.
Das ist aber nun Geschichte und der Preis ist nicht alles.
Hier geht es eher um die Auswahl des Verbrauchsmaterials.
Da es fast beliebig viele Materialien gibt, hier nur eine kleine alphabetische Auswahl.
Material
pro
contra
ABS - Acrylnitril-Butadien-Styrol (an 2. Stelle nach PLA)
sehr Haltbar, Temperaturbeständig
mind. bis 100°C,
etwas flexibel
verzieht sich,
schrumpft erheblich,
giftige Dämpfe
beim erhitzen,
nicht Lebensmittelecht
Nylon - Polyamid
sehr ausdauernd,
bis 145° fest,
extrem flexibel,
Wasserfest,
geringes Schrumpfen,
nicht spröde,
unzerbrechlich,
optimal für Scharniere,
färbbar
Luftdicht lagern,
da hygroskopisch,
verzieht sich,
schwer zu drucken mit
geringer Geschwindigkeit,
zieht Fäden,
erhebliches Schrumpfen
PETG -
Glykol mod. PET -
Polyethylenterephthalat
hohe Zähigkeit,
stabiler als PLA,
leichter als ABS druckbar,
Wasserfest,
nur 0,5% schrumpfen,
sehr UV fest, transparent
trocken Lagern,
hygroskopisch,
heiß sehr klebrig,
verkratzt leicht
PC - Polycarbonate
sehr fest, ausdauernd,
Schock unempfindlich,
bis 110°C fest
trocken & kühl lagern,
da es Feuchtigkeit absorbiert,
schrumpft erheblich
PLA - Polylactic Acid
(ist am Beliebtesten)
einfach druckbar, leicht,
geringes schrumpfen
ab 60°C weich, verklebt,
bindet Wasser,
UV empfindlich, spröde
TPC - Thermoplastic Copolyester Elastomer
haltbar & sehr flexibel
(Radiergummi),
für Armbänder
bis 150°C hitzebeständige
TPE Variante, UV fest,
Eine PEI-Platte benötigt
z.B. Haarspray,
sehr klebrig,
weicher als TPU,
langsam drucken,
Kälteempfindlich
TPU - Thermoplastic
Polyurethane
(vgl. PTE, TPC)
nicht so kälteempfindliche
TPE Variante,
rel. leicht druckbar,
schrumpft wenig
verstopft leicht
den Extruder,
langsam drucken,
nicht Wasserfest
Wenn ich ein 3D-Objekt erstellt habe, kann ich es nicht sofort drucken.
Ein sogenannter Slicer ist nötig, um die 3D-Daten in Schichten oder Scheiben umzuwandeln.
Als Basis dient Ihm eine .3mf Datei, welche aus einem CAD-System
z.B. FreeCAD
exportiert werden muss.
Desweiteren kümmert er sich um um das Ausfüllen der Druckteile, denn meist sind sie nicht massiv.
Schon 15% reichen in den meisten Fällen aus.
Der Rest ist dann Luft, was die gedruckten Teile leicht und günstig macht.
Da der
prusa3d.com Prusa-Slicer
möglichst aktuell sein soll und somit
nur aus externen Quellen stammen kann, installiere ich Ihn in einer virtuellen Maschine (KVM),
hier unter Linux Mint.
In diesem Fall heißt die Datei prusa3d_linux_2_5_2.zip.
cd Downloads
ls
prusa3d_linux_2_5_2.zip
unzip prusa3d_linux_2_5_2.zip
Archive: prusa3d_linux_2_5_2.zip
inflating: prusa3d_linux_2_5_2/PrusaSlicer-2.5.2+linux-armv7l-GTK2-202303231143.AppImage
inflating: prusa3d_linux_2_5_2/PrusaSlicer-2.5.2+linux-x64-GTK2-202303231211.AppImage
inflating: prusa3d_linux_2_5_2/PrusaSlicer-2.5.2+linux-x64-GTK3-202303231201.AppImage
inflating: prusa3d_linux_2_5_2/sampleobjects-info.txt
cd prusa3d_linux_2_5_2
ls -la
-rw-r--r-- 1 a1 a 64081676 Mar 23 16:41 PrusaSlicer-2.5.2+linux-armv7l-GTK2-202303231143.AppImage
-rw-r--r-- 1 a1 a 69911744 Mar 23 13:21 PrusaSlicer-2.5.2+linux-x64-GTK2-202303231211.AppImage
-rw-r--r-- 1 a1 a 69915840 Mar 23 13:11 PrusaSlicer-2.5.2+linux-x64-GTK3-202303231201.AppImage
-rw-r--r-- 1 a1 a 93 Mar 23 14:24 sampleobjects-info.txt
In meinen Fall interessiert mich nur die GTK3-Version.
Alles Andere, kann ich löschen.
Doch vor Benutzung ist die Datei noch Ausführbar zu machen.
chmod a+x PrusaSlicer-2.5.2+linux-x64-GTK3-202303231201.AppImage
rm PrusaSlicer-2.5.2+linux-a*
rm PrusaSlicer-2.5.2+linux-x64-GTK2*
ls -la
-rwxr-xr-x 1 a1 a 69915840 Mar 23 13:11 PrusaSlicer-2.5.2+linux-x64-GTK3-202303231201.AppImage
Mit den Aufruf ./PrusaSlicer-2.5.2+linux-x64-GTK3-202303231201.AppImage
erscheint folgende Meldung, welche mit Ja zu bestätigen ist.
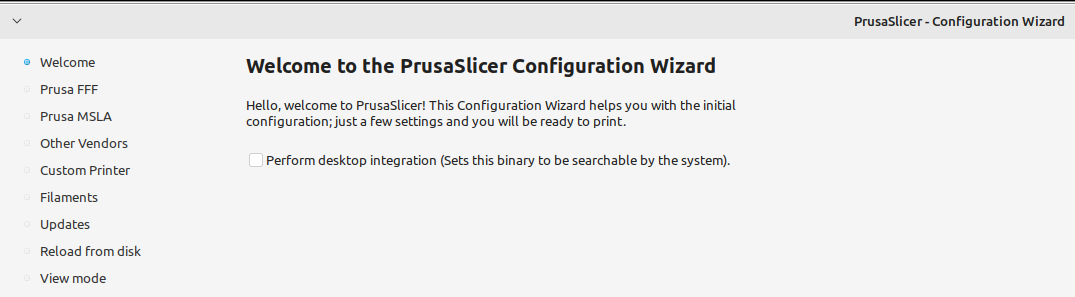
Danach kann man im "Configuration Wizard" die Desktop Integration aktivieren.
Den entsprechenden Drucker und Düsendurchmesser auswählen.
Bei mir MK3S+ mit 0,4 mm Düse
Den Druckerprofil-Namen habe ich so belassen.
Als Filament, habe ich erst einmal lediglich PLA & PETG angegeben.
Reload from disk, habe ich nicht ausgewählt.
Beim View mode kann man ruhig "Advanced mode" einstellen.
Entsprechend wurde ein Eintrag im Menü unter Graphics > PrusaSlicer erstellt.
the3dprinterbee.com
3D Printer Filament Types | Properties, Uses & Comparison
eins3d.de
Filament Characteristics
all3dp.com
3D-Drucker-Filament: Der ultimative Ratgeber 2022
reprap.org
RepRap is humanity's first general-purpose self-replicating manufacturing machine.
printables.com
Stress Free First Layer calibration in less than 5 Minutes to perfection
cnckitchen.com
Which is the strongest 3D printing Extruder?
orbiterprojects.com
The true story of the Orbiter v2.0 (Extruder)
caribou3d.com
vergleichbarer Drucker zum Prusa aus Deutschland