Bei der Bezeichnung der Achsen verwende ich die "rechte Daumenregel".
Das bedeutet, wenn die X-Achse von links nach rechts zeigt und die
Y-Achse von Vorne in die Tiefe zeigt, dann entspricht eine Drehung
von der X-Achse zur Y-Achse einer Rechtsdrehung von unten betrachtet.
Oder rechte Hand zeigt mit gestrecken Zeigefinger nach rechts - X-Achse.
Der Mittelfinger ist abgewinkelt und entspricht der Y-Achse.
Die Richtung der Drehung zeigt z.B. ein gekrümmte Zeigefinger an.
Der aufrechte Daumen entspricht dann der Richtung der Z-Achse.
Prusa MK3s+ Y-Achse
Schon beim Zusammenbau des Prusa MK3s+ war ich bei einigen Details skeptisch.
Es fing an mit der Y-Achse, die Achse mit der sich das Heizbett bewegt.
Der Riemenspanner ist unter dem Heizbett und somit nur von unten erreichbar.
Die 3 Lager sind eingelegt in Löcher eines Rahmens.
Mit deren Genauigkeit steht und fällt die z-Höhe des Lagers.
Als Anschlag wird eines der 3 Lager verwendet, statt ein mittiger Punkt.
Der Rahmen der y-Achse ist geteilt in zwei 30x30x204 mm Profile
vor dem Rahmen und zwei 30x30x120 mm Profilen hinter dem Rahmen,
um einen 6 mm Rahmen für die Z-Achse aufzunehmen.
Besser wäre ein durchgängiger Rahmen gewesen.
Die Auflösung bei einem 1,8° Schrittmotor und einem GT2-16 Zahnrad ist
16 x 2 mm /200 Schritte = 160 µm / Vollschritt.
Die bis zu 120°C heiße MK3 Druckfläche ist 254 mm breit und 237 mm tief.
Leider ist dies bei mir die Achse in deren Richtung Ablösungen entstehen.
Daher werde ich mein Druckbett in Zukunft nur in Z-Richtung bewegen.
Um eine Abschätzung der aktuellen Situation zu bekommen,
habe ich folgendes angenommen.
MK3s Motor vergleichbar mit ACT 17HS4410-04 0,5 Nm Haltemoment
Motoranker Trägheitsmoment JAnker = 54 g cm2
GT2-16 Zahnrolle für den Antrieb mit 32 mm Umfang
bzw. r = U/(2π) ≈ 5 mm
maximale Y-Geschwindigkeit ist laut Prusa MK3s Slicer v = 200 mm/s
→ max. Winkelgeschwindigkeit ω = v / r ≈ 40 rad/s
oder das entspricht 6,4 Umdrehungen /s oder 380 rpm
max. Y-Beschleunigung ist laut Prusa MK3s Slicer a = 1 m/s2
→ max. Winkelbeschleunigung dω/dt = α = a / r ≈ 200 rad/s2
Heizbett, Rahmen, Lager + Druckobjekt sind geschätzte m = 500 g
In der horizontalen Ebene brauche ich keine statischen Kräfte betrachten.
Die max. dynamische Kraft aufgrund der Beschleunigung liegt bei ca.
Fdyn = m x a = 0,5 kg x 1 m/s2 = 0,5 kg m/s2 = 0,5 N
Daraus ergibt sich ein Moment von MBett = Fdyn x r ≈ 2,5 Nmm
Also ca. 0,5% vom max. möglichen Halte-Moment
zuzüglich Reibung, welche ich einfach mal nicht mehr betrachte.
Die Massenträgheit des Motorankers ist evtl. noch zu berücksichtigen.
MAnker = J α ≈ 0,054 kg x (0,01 m)2 x 200 rad/s2
≈ 1,1 x 10-3 kg m2/s2 = 1,1 Nmm
Die Summe der Momente MBett + MAnker ≈ 0,7% Mmax.
Die max. Leistung zur Beschleunigung des Druckbettes
könnte noch interessant sein.
P = F x vmax. 0,5 N x 0,2 m/s = 0,1 Nm/s = 0,1 J/s = 0,1 W
Den gleichen Wert kann man großzügig für den Anker veranschlagen.
→ also ca. 5% der statischen ohmischen Verluste (4,2V x 1A)
Ansonsten, wird noch ein wenig Leistung
zur Überwindung der Reibung benötigt.
Eine Geschwindigkeitsverdopplung auf 13 Umdrehungen / s oder 760 rpm
führt beim Motor 17HS4410-04 mit 24V 1A Ansteuerung lt. Diagramm zu
ca. 125 Nmm statt 300 Nmm, was immer noch üppig ist
im Vergleich zu den benötigten 3,5 Nmm.
Selbst bei Verzehnfachung der Beschleunigung auf 10 m/s2
komme ich nur auf 35 Nmm - also viel Luft nach oben.
Die z-Achse wird beim MK3s mit 2 Schrittmotoren realisiert,
welche am selben Motor-Treiber TMC2130 hängen.
Mechanische Offsetts können so nicht ausgeglichen werden.
Zudem steht die X-Mechanik auf den Motorlagern der Z-Achse.
Aufgrund der 4 gängigen T8 Gewindespindel,
habe ich 8 mm / 360° bzw. 8 mm / 200 = 40 µm/Vollschritt.
Der mechanische Offsett ist also im schmlimmsten Fall lediglich 20 µm.
Aufgrund des Aufbaus verschenke ich einen Teil der 320 mm Spindellänge
und kann theoretisch nur Objekte bis 210 mm Höhe drucken.
Auch hier mache ich eine kleine Überschlagberechnung.
Motor vergleichbar mit ACT 17HS4410-04 0,5 Nm Haltemoment
Motoranker Trägheitsmoment JAnker = 54 g cm2
Eine T8 Trapezgewindespindel mit 8 mm Steigung wiegt ohne Mutter
400…600 g/m bei 320 mm → mSpindel ≈ mind. 130 g
Der Wirkungsgrad liegt etwa bei
arctan( Steigung / Durchmesser / π ) ≈ 18° → η ca. 70%
Den Wirkungsgrad habe ich aus einer T8-Trapezspindel-Tabelle entnommen.
Die Steigung entspricht einem Wellenradius von
8 mm / (2π) = r ≈ 1,27 mm
maximale Z-Geschwindigkeit ist laut Prusa MK3s Slicer v = 12 mm/s
→ max. Winkelgeschwindigkeit ω = v / r ≈ 9,4 rad/s
oder das entspricht 1,5 Umdrehungen /s
max. Z-Beschleunigung ist laut Prusa MK3S Slicer a = 200 mm/s2
→ max. Winkelbeschl. dω/dt = α = a / r ≈ 157 rad/s2
An der linken Spindel habe ich den ungünstigsten Fall.
Hier ist ein 280 g schwerer Motor für die X-Achse.
Zusätzlich ca. die Hälfte der zwei 370 x 8 mm Rundstangen → 150 g
Und ein ca. 350 g schwerer Druckkopf (mit Motor für die E-Achse, den Extruder)
→ m = 1 kg
Die statische Kraft ist im Maximalfall auf der linken Seite ca.
Fstat = m x g ≈ 1 kg x 10 m/s2 = 10 kg m/s2 = 10 N
Aufgrund der geringen Beschleunigung kommt noch eine kleine dynamische Kraft hinzu.
Fdyn = m x a = 1 kg x 0,2 m/s2 = 2% x Fstat
Also vernachlässigbar, plus hier ebenso vernachlässigte Reibung, incl. Haftreibung etc.
Das statische Motormoment resultiert aus der Schwerkraft der zu hebenden Bauteile.
Den dynamischen Anteil von 2 % berücksichtige ich durch großzügiges Aufrundung.
Mstat = Fstat x r / η ≈ 10 N x 1,27 mm / 0,7 ≈ 18 Nmm = 0,02 Nm
Das sind ca. 4% vom möglichen Haltemoment des Motors.
Um das Moment zur Beschleunigung der T8 Welle zu berechnen, wird das Trägheitsmoment benötigt.
Dabei nehme ich den ungünstigen Fall eines homogenen massiven Zylinders mit d = Ø8 mm an.
JZyl = 0,5 x m r2 = 0,5 x 0,13 kg x (8 mm / 2)2
≈ 1,04 x 10-6 kg m2 = 10,4 g cm2
Das Moment durch Beschleunigung der Welle und des Motorankers ist wie folgt.
MAnker+Zyl. = J α = (10 g cm2 + 54 g cm2) x 157 rad/s2
≈ 64 x 10-3 kg x (10-2 m)2 x 157 rad/s2 = 1 Nmm
Also ca. 0,2% vom möglichen Haltemoment - also auch hier viel Luft nach oben.
Die x-Achse hat aufgrund des gleichen GT2-16 Zahnrades ebenso 160 µm/Vollschritt.
Was unschön ist, das der Kabelschutz aus den selbsteinrollenden Gewebeschlauch dazu führt,
dass das Kabel immer am Motor abknickt.
Da die X-Achse vergleichbar mit der Y-Achse ist, nur weniger Last zu tragen hat
(350 g Druckkopf statt 500 g Heizbett), betrachte die Achse nicht mehr.
Alle Achsen sind mit Ø8 mm Stangen realisiert, welche bei leichten Druck
sichtbar nachgeben, da sie nur an den Enden gelagert sind.
Mir unverständlich ist, dass alle Stangen unterschiedliche Länge haben müssen.
Ich hätte im ersten Schritt Y- und Z-Achse auf 330 mm verändert (Z guckt dann 10 mm raus)
und die X-Achse mit 370 mm so belassen.
Der Aufbau des Druckkopfes ist umständlich und fragwürdig.
Es wird ein Bondtech-Getriebe Zahnrad mit recht kleinen Umfang
ca. 25 mm verwendet, welches direkt vom Schrittmotor betrieben wird.
Somit kommt für die E-Achse ein Filament-Vorschub von ca.
125 µm/Vollschritt heraus.
Das E3D V6 Hotend kann bis zu 300°C heiß werden.
Bei einer 0,4 mm Spitze → ist 0,1…0,2 mm Schichtdicke günstig (Z-Achse)
Bei den Motoren habe ich mich gefragt, warum sie alle unterschiedliche Kabellängen haben müssen.
Die Kabelführung ist meines Erachtens eine Katastrophe.
Mechanisch, weil ungenügender Schutz besteht und
ein Austausch bewegter Leitungen nicht oder nur durch
komplette Zerlegung z.B. des Druckkopfes möglich ist.
Elektrisch ist es auch problematisch, weil Kabel mit hohen Strömen
dicht neben empfindlichen Signalleitungen liegen.
Zumindest ist das DIN-A4 Assembly Manual vorbildlich, im Gegensatz zum
DIN-A5 3D Druck Handbuch, wo recht schnell einzelne Blätter raus fielen.
Vergleicht man den MK3 mit den Nachfolger MK4, ist es verständlich
z.B. für die X- Y-Achsen auf 0,9° statt 1,8° Motoren zu gehen.
Denn die Genauigkeit von z.B. 5% wird nur auf einen Vollschritt garantiert.
Es kann also sein, das ein Mikroschritt, zu keiner mech. Bewegung führt.
Meiner Meinung nach, ist ein Getriebe sinnvoller, als ein präziserer Motor mit leicht geringeren Moment.
Bei der Z-Achse ging man von T8 auf T10. Auflösung bzw. Steigung ist mir unbekannt.
Ich persönlich bin bei diesen Spindel-Typ skeptisch.
Ein weiterer Trend sind größer Vorschubräder für das Filament um mehr Gripp zu bekommen,
in Verbindung mit einen 1:10 Planetengetriebe
und einen kleineren Schrittmotor, zur Gewichtsreduzierung.
Was mir beim Zusammenbau sofort auffiel, incl. der Lösungsansätze,
welche sich mit der Zeit ergeben haben.
ein Riemenspanner unter dem Drucker
→ nach vorne verlagert
Asymmetrische Lagerung des Druckbettes mit unterschiedlicher Durchbiegung der Achsen
→ 4 Lager (noch keine Beschreibung)
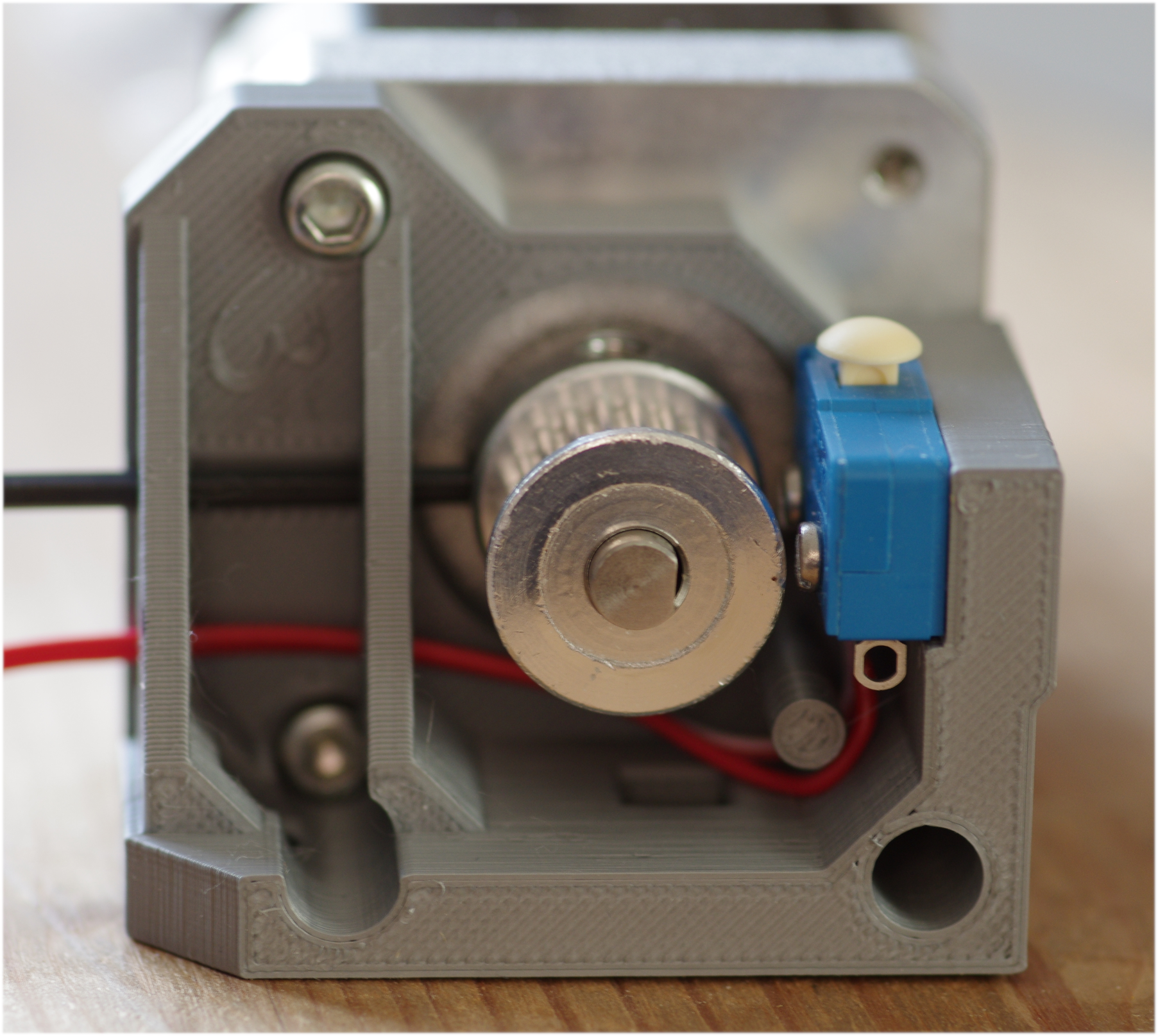
Anschlag am linken Lager zur Nullpunkterkennung
→ Microschalter & Anschlag mittig am Motor
Keine Isolation des Druckbettes
→ eine eingefügte Korgplatte hängt an den Rändern runter
Alu-Kreuz bietet keinen Halt bis in die Ecken
→ FR4-Platte (noch keine Beschreibung)
Adjustable Idler
Um zu gucken wie man am besten den Riemenspanner konstruiert, habe ich mir zunächst
aus dem Kapitel 2 "Y-axis assembly" der Zusammenbau-Anleitung den "Y-belt-idler" runter geladen.
Der ist allerdings nicht mehr so einfach zu finden.
Unter
printables.com
gebe ich als Suchbegriff MK3s+ printable parts ein und
finde dann unter Files > Y-Axis die Datei y-belt-idler.stl.
Die Rolle hat interessanterweise einen Durchmesser von Ø12 mm
im Gegensatz zum GT2-16 Zahnrad welches etwa Ø10 mm hat.
Das erklärt auch warum sich die Riemen unter dem Druckbett auf unterschiedlicher Höhe befinden.
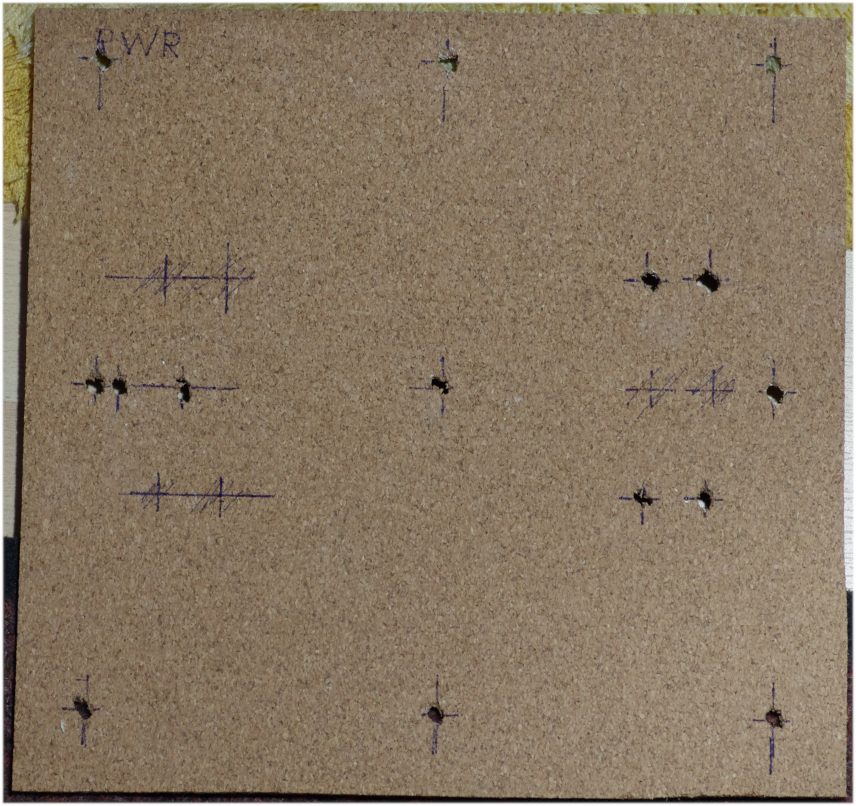
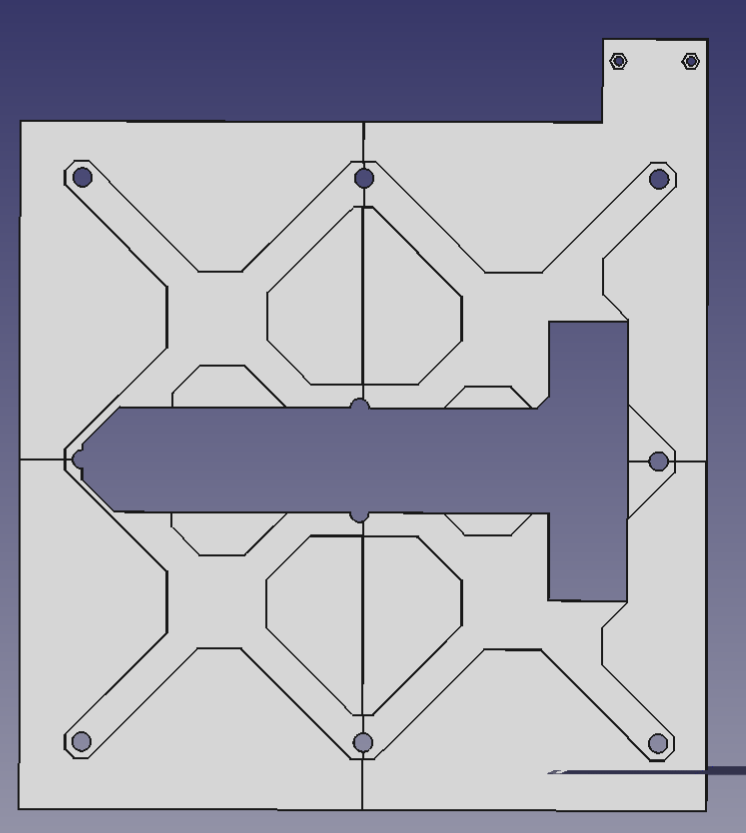
Aus dem Muster kann ich den Abstand der Bohrlöcher und die Position der Rolle ermitteln.
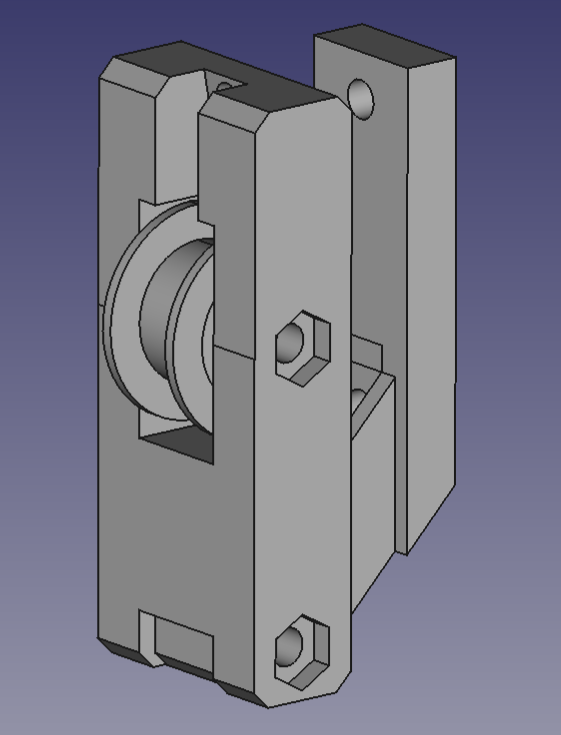
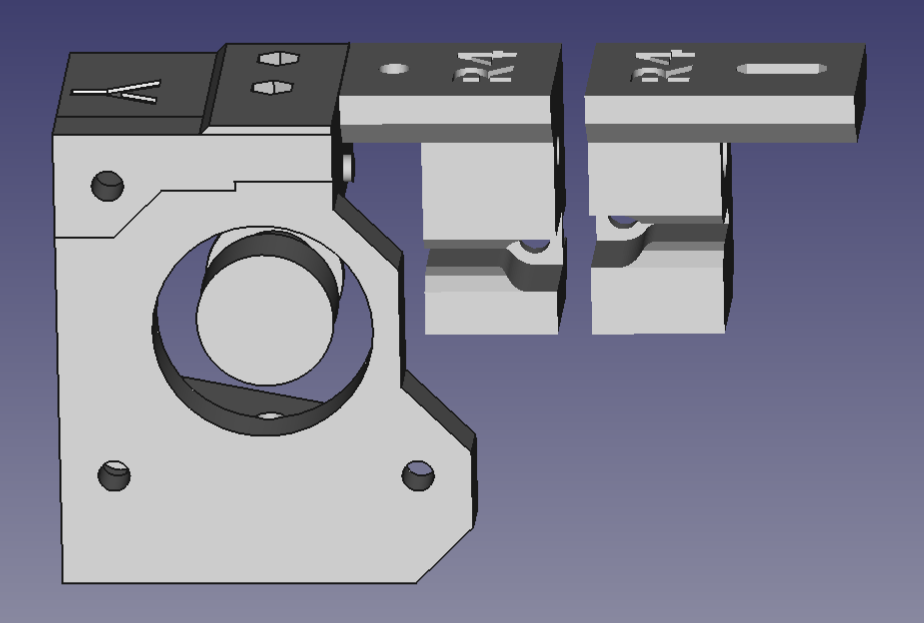
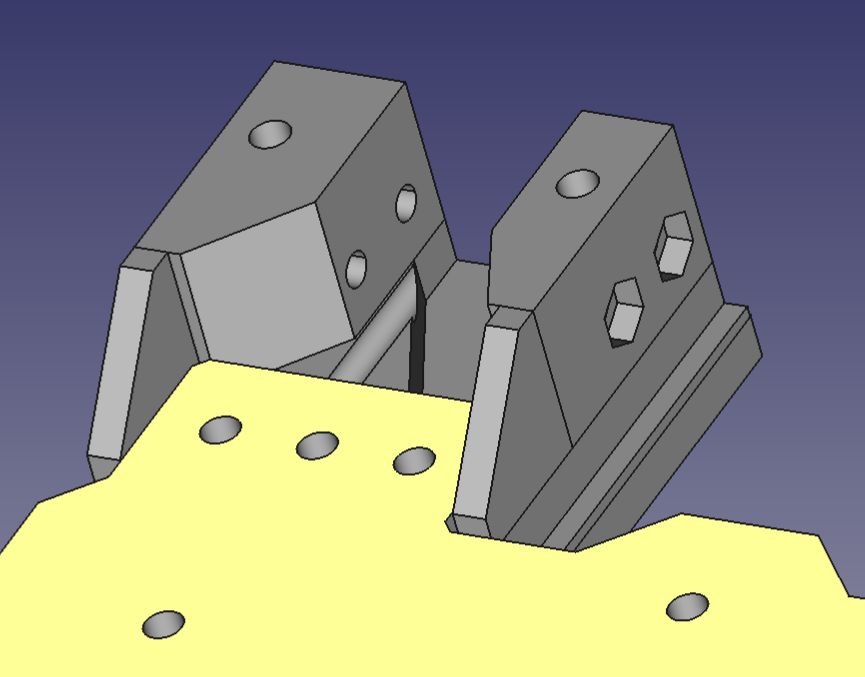
Der neue Idler sieht wie folgt aus.
Und besteht aus 2 Teilen, der
Basis,
welche an die Platte geschraubt wird
und dem
"Roller",
worin sich die Umlenkrolle befindet.
Des weiteren werden noch 3 selbstsichernde M3 Muttern,
eine M3 Vierkantmutter und passende Schrauben benötigt.
Da mich es mich nervt, dass nicht alle Teile auf der Prusa-Seite
als .stl zur Verfügung stehen, musste ich einige nachzeichnen.
Hiermit möchte ich mit guten Beispiel voran gehen und sie veröffenlichen.
Denn, wer es professionell macht, kauft sich eh einen Drucker und
vermisst Ihn vollständig mit professionellen Methoden, zwecks Verkaufs eines Clones.
Wer allerdings privat nur ein Detail verändern möchte,
muß Im Verhältnis zur Veränderung einen recht großen Aufwand treiben,
um ersteinmal den Ist-Stand zu erfassen.
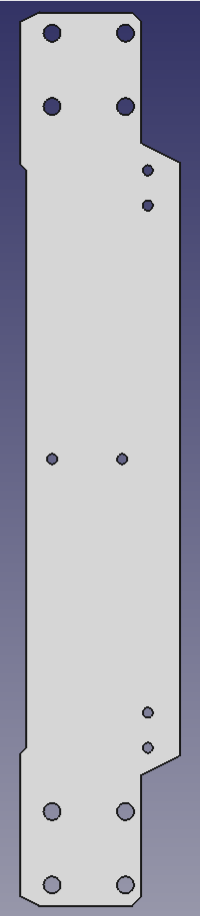
Einfach auf das rechte Bild klicken und man erhält die dazugehörige IdlerPlate.stl.
Als ich mir anguckte wo gegen das Druckbett fuhr,
um den Nullpunkt herauszubekommen, wurde mir ganz anders.
Statt eines mittigen Anschlages, wurde ausgerechnet das linke Kugellager verwendet,
welches gegen den Metallrahmen schlägt.
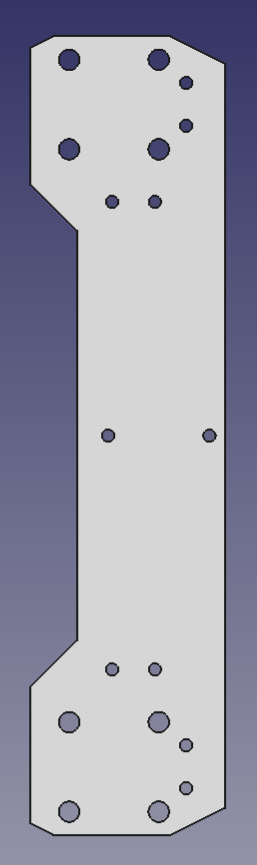
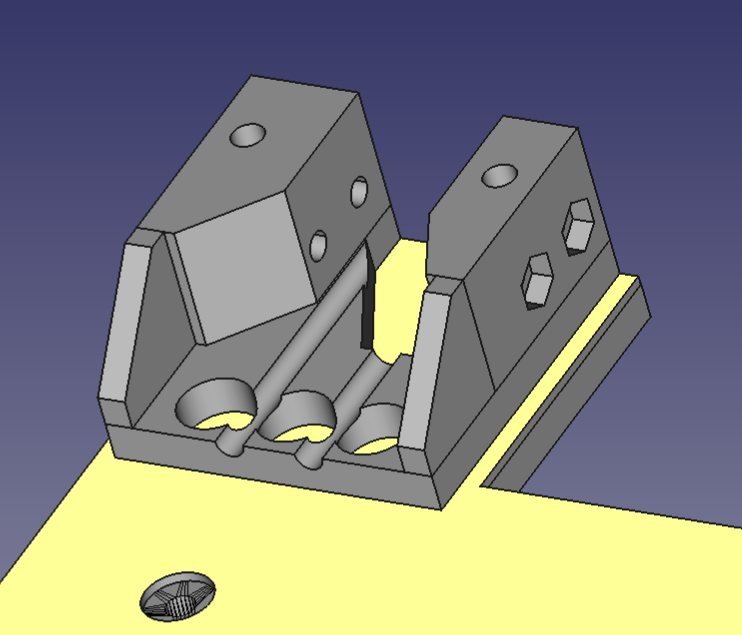
Wenn man auf das rechte Bild klickt, erhält man die dazugehörige MotorPlate.stl.
Um genau zu verstehen wie der Motorhalter zu verändern ist,
damit der Zahnriemen-Halter an den Motorhalter schlägt,
habe ich mir die entsprechenden Dateien y-belt-holder & y-belt-tensioner runter geladen
und nach Vermessung platziert.
Entsprechend ist die Konstruktion entstanden. Sie ist kompatibel zum alten y-belt-holder
welcher im obigen Bild dargestellt ist.
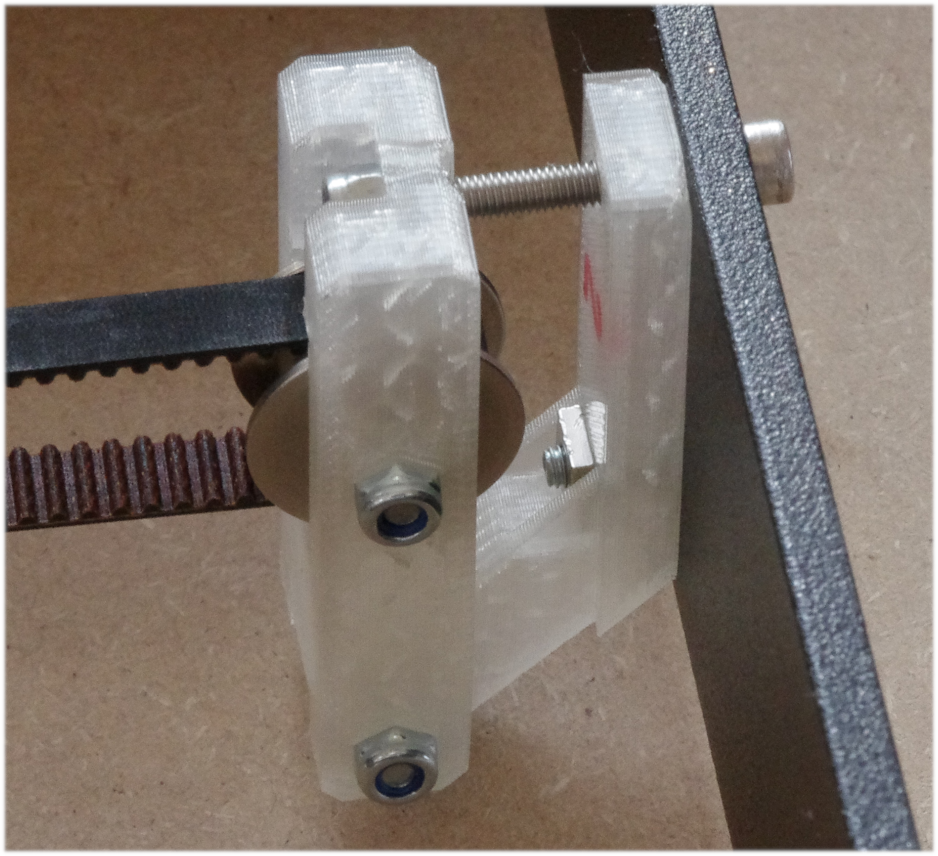
Um an die Madenschrauben für das Zahnrad ran zu kommen, ist ein Loch vorgesehen.
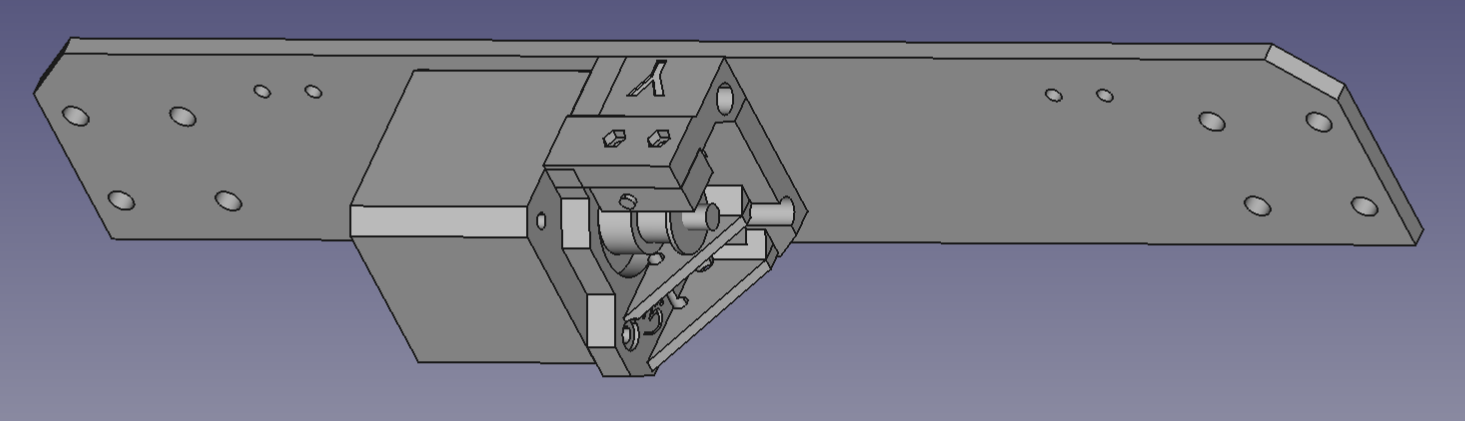
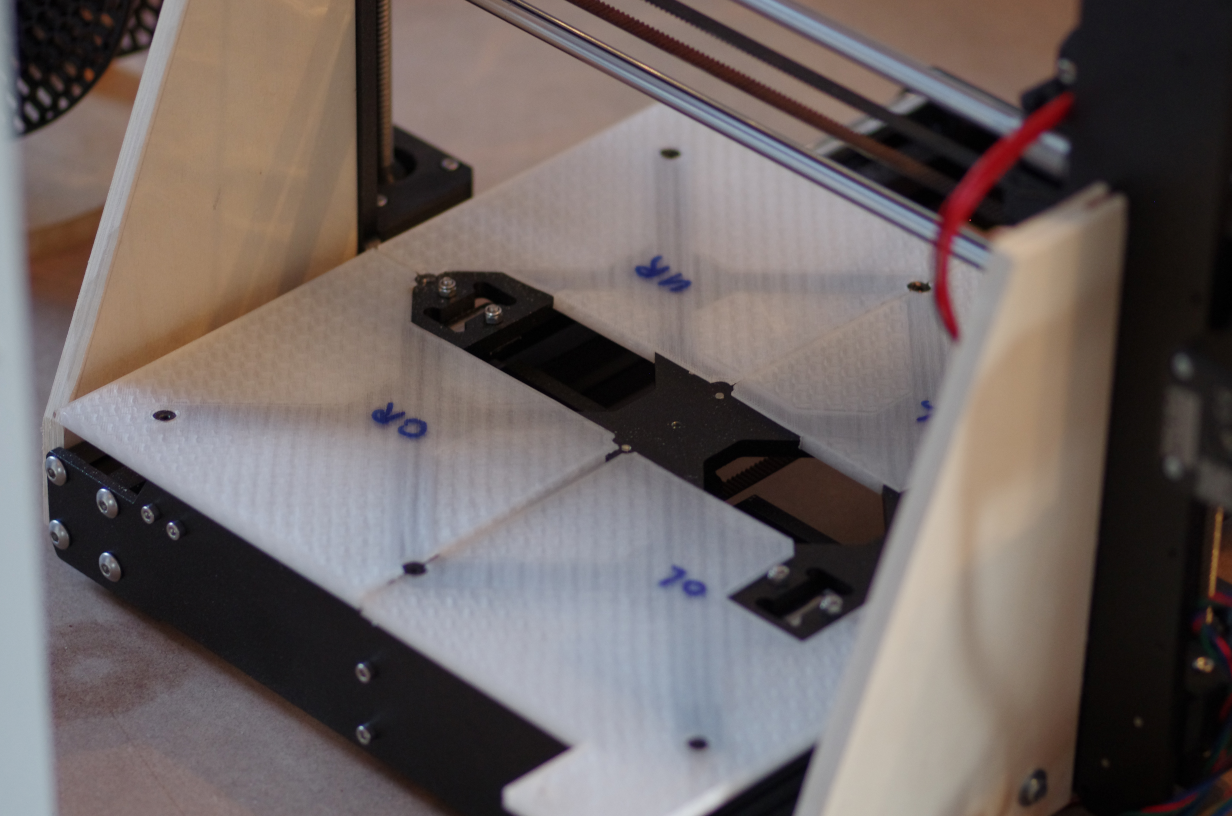
Nicht wundern, im folgenden 90° gedrehten Foto ist statt des GT2-16 ein GT2-20 montiert.
Um das Kabel vom Micro-Schalter zu führen, sind ein Steg und entsprechende Löcher vorgesehen.
Im Bild mittig von links ist der Imbusschlüssel im Zahnrad und das Kabel zu sehen.
Um den Micro-Schalter nutzen zu können, muss die Software angepasst werden.
Bei der Gelegenheit habe ich gleich den Motor um 90° gedreht,
sodass nun das Motor-Kabel nicht nach unten, sondern zur Seite steht.
Anbei die Daten
y-motor-holder2.stl
Ursprünglich wollte ich nur die beiden Stücke y-belt-holder & y-belt-tensioner austauschen,
und es realisieren, wie es im MK3 war.
Siehe unter printables.com
Suchbegriff: MK3 Printable parts und dann y-belt-holder.stl.
Letzendlich habe ich es anders realisiert und bin am überlegen es nochmals zu ändern.
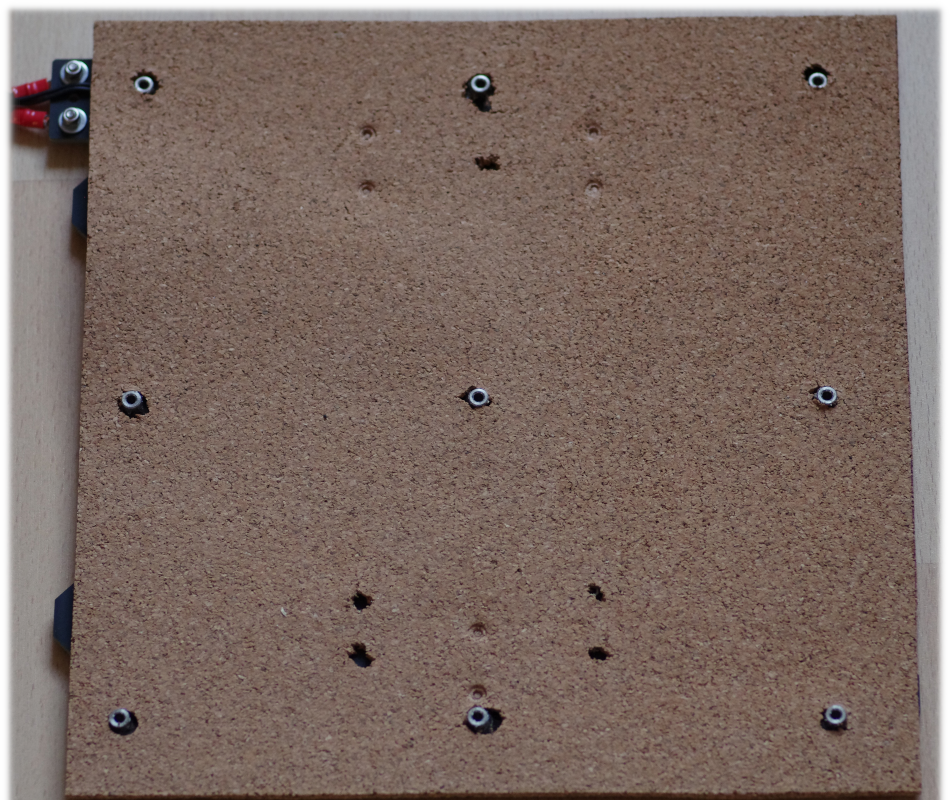
Als ersten Schritt habe ich mir im Bastelbedarf für 3,99 eine 3 mm Korkplatte gekauft,
zugeschnitten, gebohrt (nicht so einfach) und unter das Druckbett platziert.
Um die Abmessungen zu bestimmen, musste ich mir die Daten der mk52 Platine zusammen sammeln. heatbed02-heat_PCB.stl
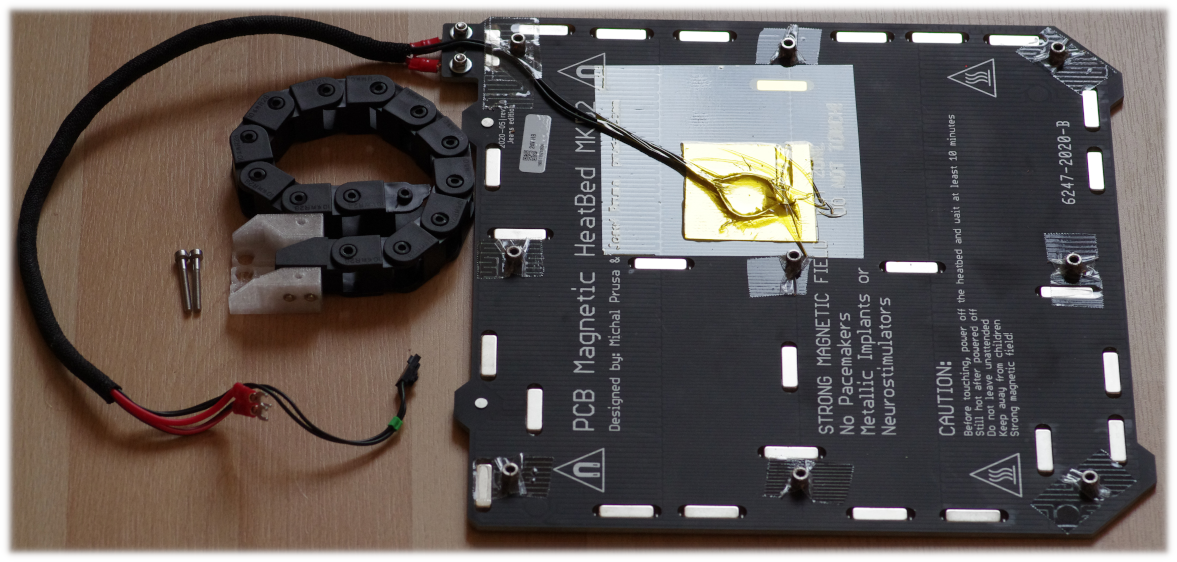
Bei der Gelegenheit habe ich die Kabelzuführung geändert und eine R28 Schleppkette vorgesehen.
Anbei ein Bild vom Verbindungsstück ohne mk52 Druckbett Platine.
Und ein Bild vom R28 Schleppkettenhalter mit der mk52 Platine.
Die Schleppkette ist dann rechts mit 2x M2,5 Senkschrauben befestigt und geht nach links weg.
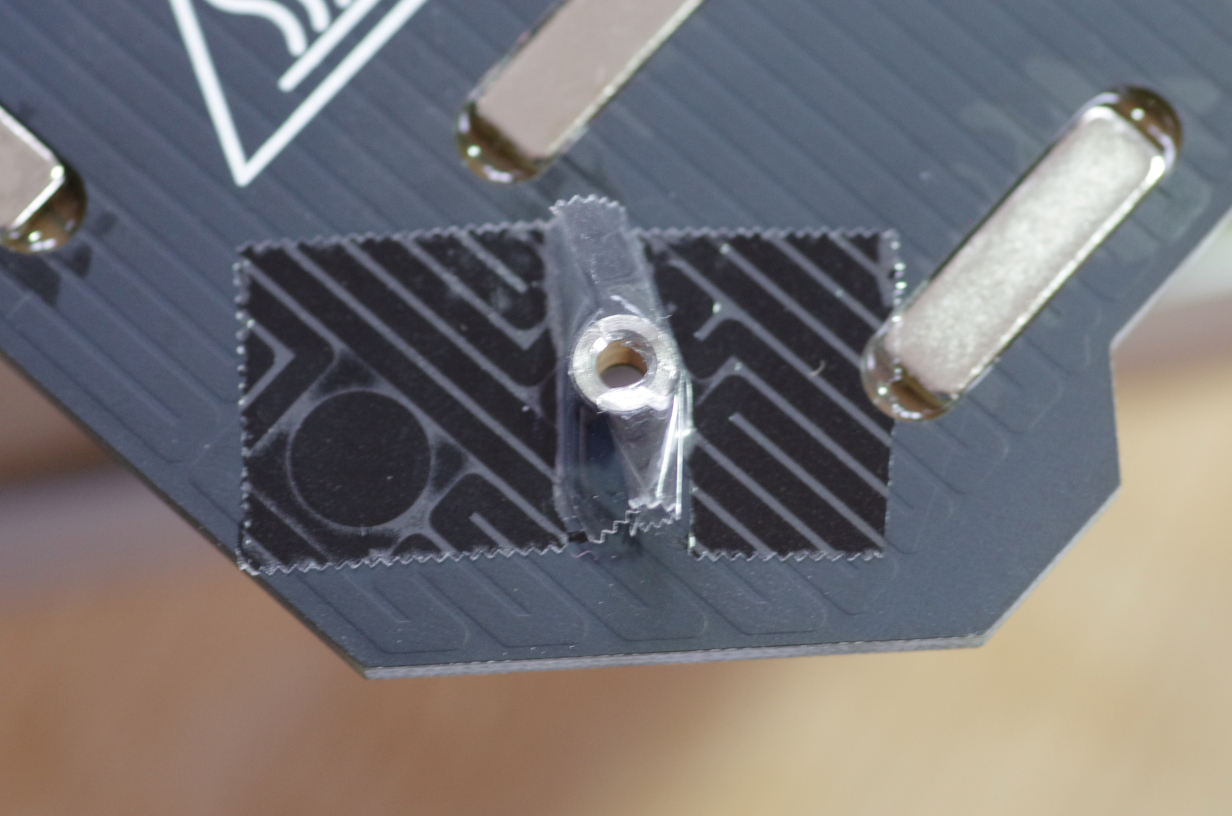
Bei der Gelegenheit, gleich ein Tip zur vereinfachten Montage der Distanzhalter mit Tesa.
Heatbed spacer (Bei Prusa für 1,91/stk !)
Für meine neue Version habe ich eine 255 x 300 x 2mm FR4 Platte (ohne Kupfer) gekauft,
mit der ich das schwere 7 mm Alu-Kreuz unter dem Druckbett ersetze.
Leider muß ich dafür mind. 9x Ø3,2 mm Löcher bohren,
was ungesunden Glasstaub und stumpfe Bohrer erzeugt.
Nachdem ich gesehen habe was z.B. 5 Platinen bei
jlcpcb.com kosten,
bietet es sich an, eine Platine als Heizbett zu verwenden und
die zweite identische als Halterung für die Kugellager.
Dabei kann man dann gleich auf der Platinen-Unterseite ein paar DS18B20
(digitale Temperatursensoren bis 125°C) platzieren
und z.B. einen PIC 12F1840 zur Temperaturregelung.
Neue E-, X- und Y-Achse
Auch hier habe ich mir schon Gedanken gemacht, wie man den Druckkopf anders realisert,
bin aber mit meinen bisherigen Ergebnissen noch nicht zufrieden.
Zumindest gehen alle Kabel zurzeit bei mir nach vorne und
nicht nach hinten, zwischen den beweglichen Teilen (Stangen und Rahmen).
Die Kabel vom Hotend (Thermistor und 40 W Heizung) verlaufen, nicht mehr, unter der Stange,
sondern gehen nach rechts, wo auch der Pinda-Sensor befestigt ist.
Von dort geht es dann nach oben in eine R28-Schleppkette.
Zeichnung folgt.
Beim Thermistorkabel habe ich einen Pin aus den Stecker genommen.
Dann habe ich das Kabel verdrillt und den Pin wieder in den Kunstoffhalter geschoben.
Zu guter letzt habe ich das Thermistorkabel um den Heizdraht gewickelt.
Das kann man machen, da in der Thermistor Eingangsschaltung ein recht großer Tiefpaß ist.
Zurzeit hängt der Druckkopf am oberen Lager und liegt nur lose auf den unteren Lager auf.
Das Kunstoffteil X-carriage-back kann man also bedenkenlos weg lassen.
Das bedeutet das im Falle eines klemmenden Filamentes, sich der Druckkopf anhebt.
Desweiteren habe ich mich gefragt, warum zwei unterschiedliche Lüftertypen nötig sind.
Print Fan (Radiallüfter - kann Druck aufbauen, bei weniger Luftmenge)
kühlt aufgeschmolzenes Filament
50x50x15 5V 5015 4500 RPM mehr Info fand ich bisher nicht…
LDO Motors CO. LTD
DF5015H05S 50x50x15 5 V 300 mA 5000 RPM 7,38 CFM ≈ 13m³/h; 29 dBA
Diese Alternative kann bis 80% der Fan Geschwindigkeit vom EINSY-RAMBO-Board erfasst werden.
Hotend Fan (Axiallüfter - viel Luft, geringen Druck)
Noctua.at
NF-A4x10 5V 40x40x10 5 V 5 mA 4500 RPM 8,2 m³/h 18 dBA
z.B. bei reichelt.de NO NF-A4X10 FLX
delta-fan.com
AFB0405VHA-AF00 40x40x10 5 V 0.11 A 8000 RPM 9.5 CFM ≈ 16m³/h; 36 dBA
CFM versus m³/h
CFM - cubic feet per minute, lässt sich leicht umrechnen, denn ein Fuß sind 12 inch bzw. 12 x 25,4 mm.
Damit ergibt sich …[m³/h] = (12 x 25,4 [inch] / 1000)3 x 60 [min] x … CFM